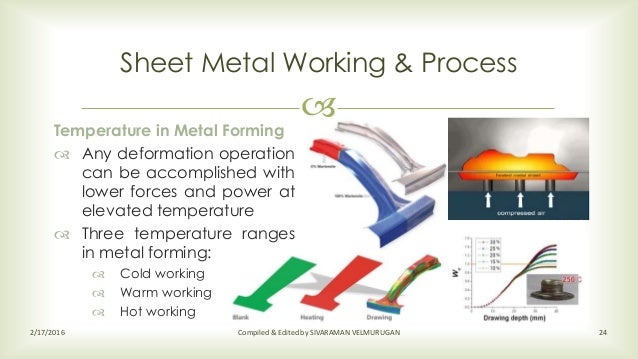
Figure 2 14 b illustrates forming of tubular work piece with the help of hydraulic pressure and an axial force.
Low levels of friction sheet metal forming.
The amount of forming of the sheet metal that can be accomplished on the first redraw is less than on the original draw.
This high resistance compels the sheet metal to stretch more than required producing a high amount of thinning and in some cases huge amount of splits as shown in figure 4.
Today the simulation of sheet metal forming 5 6 has become essential in the automotive industry for the automotive sheet metal product design die developments die construction and production.
For the original drawing of the blank 50 reduction is rarely used during industrial manufacturing practice.
5 conclusions a model of the mixed lubrication of a sheet metal forming process under low speed conditions where the inlet zone does not.
Conversely when the amount of lubrication applied on the sheet is very low the resistance to motion is very high.
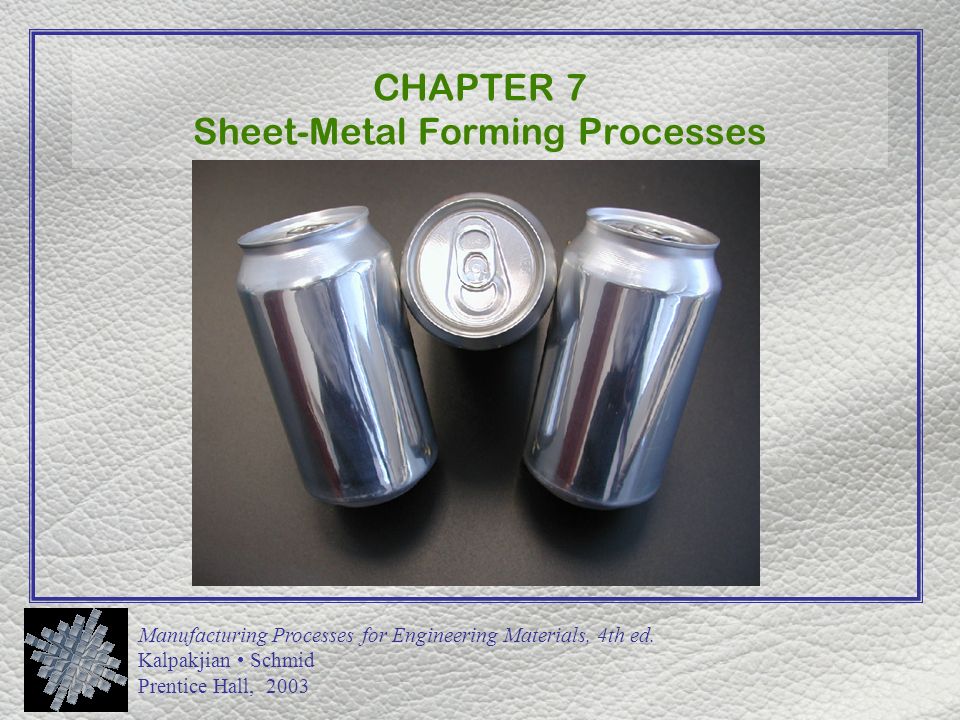
Mishra in friction stir processing for enhanced low temperature formability 2014 sheet metal forming is quite common for making shaped components from soda cans to automotive car bodies.
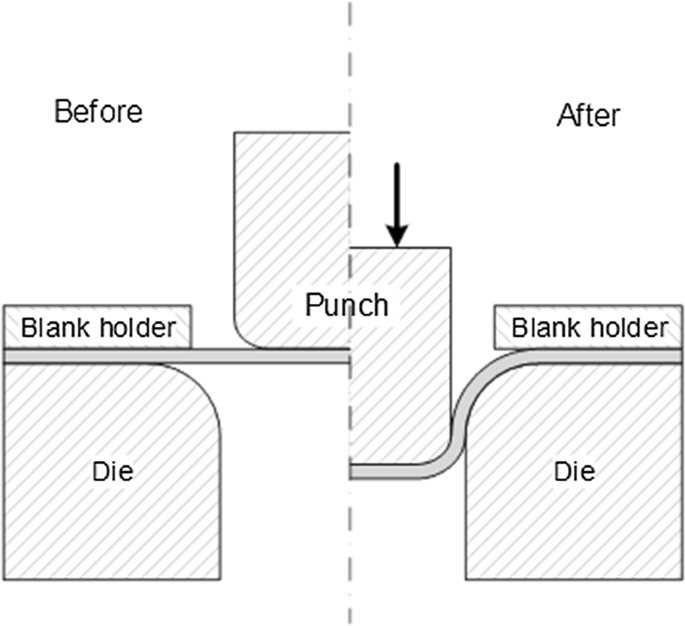
The sheet is plastically deformed to the curved form of the die.
One is the improper handling another one is the elasticity of sheet metal forming materials.
It is customary to refer to a material below the thickness of 6 35 mm as a sheet and thicker materials as plate.
The sheet metal forming parts will collide with the surrounding objects in the process of raw material inventory manufacturing and shipping.
Low die angle surface area is large which.
Metal flow is retarded forces and power are increased.
In case of rolling the forward slip is an indicator of the friction or effectiveness of lubricant.
In most metal forming processes friction is undesirable.
First redraw is commonly performed at.
There are two reasons behind this defect.
If the interface friction between the strip and rolls is low the neutral section will advance towards exit side and hence the forward slip will also will be low.
The initial reduction is usually 35 to 45.
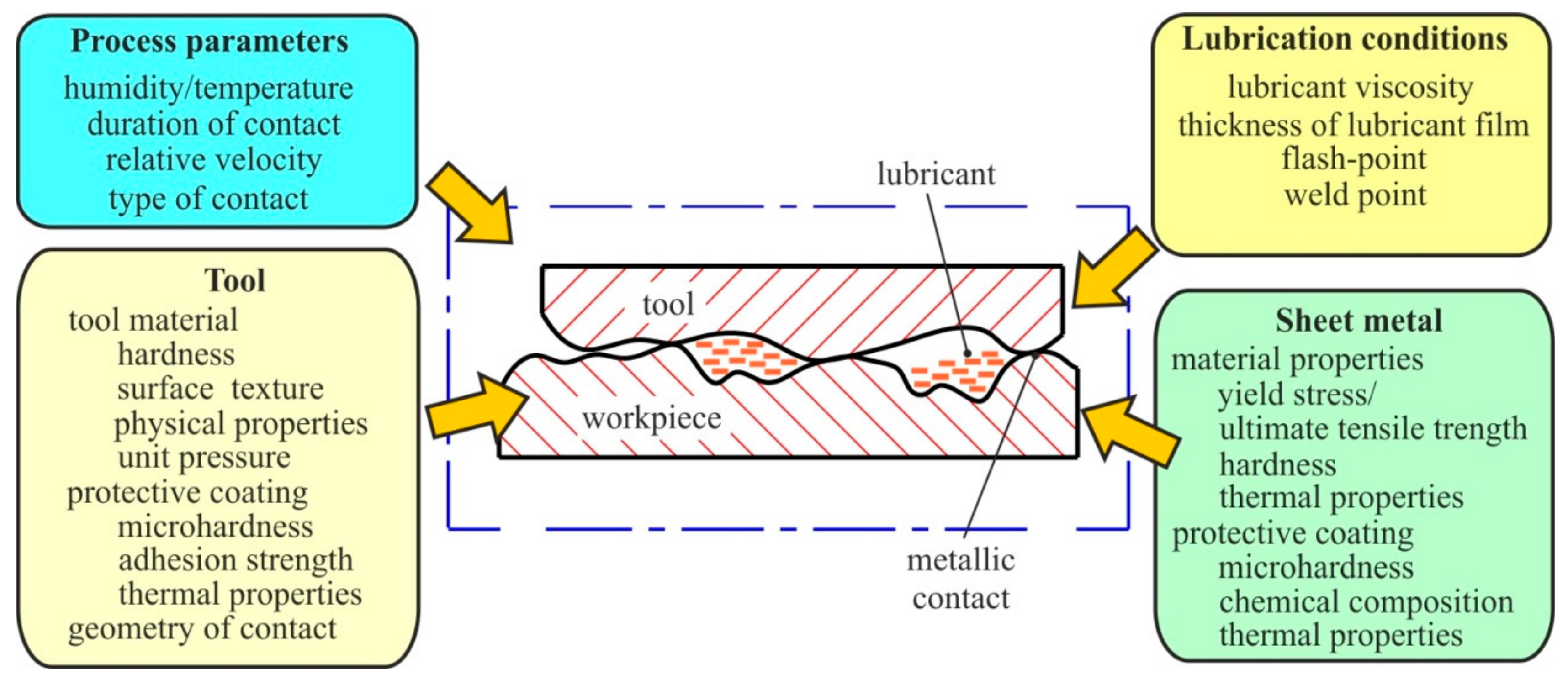
At the micro scopic level friction is due to adhesion between contacting as perities 1 2 the ploughing effect between asperities 1 2 and the appearance of hydrodynamic friction stresses 3 4.
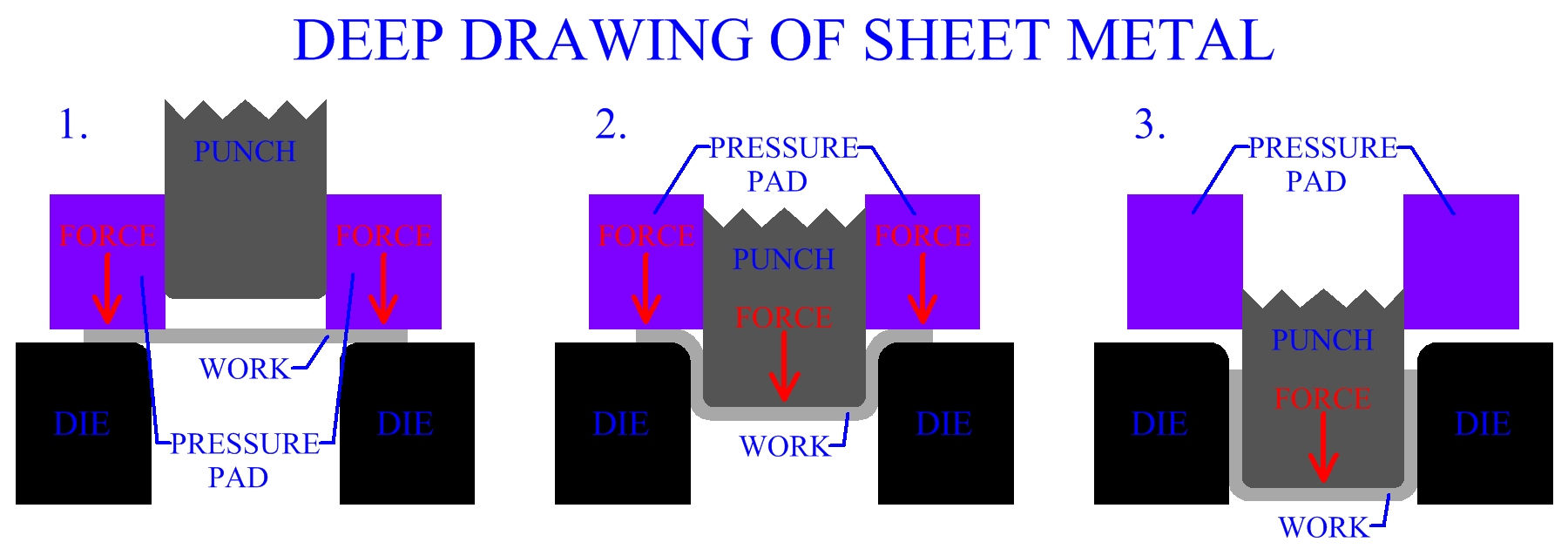
Sheet metal forming to make cup shaped box shaped or other complex curved hollow shaped parts.
Lubricated sheet metal forming smf processes experimen tal and theoretical studies have been performed.